CURSO BÁSICO DE PANADERÍA

ENVIAR TRABAJO PRÁCTICO AL WHATSAPP DEL DOCENTE
TÍTULO DEL TRABAJO "TPPANA9"
CLASE 9
COMPONENTES DEL TALLER DE PANIFICACIÓN
El diseño de un taller de panadería considera cuatro componentes básicos.
1. El “almacén de insumos”.
2. La sección de elaboración de masas.
3. La sección de fermentación – horneado.
4. La sección de expendio y/o distribución.
En caso de no contar con una sala exclusiva para el almacenamiento de insumos, la sala de procesos deberá contar con estanterías debidamente protegidas con mallas.
Las condiciones de temperatura de almacenamiento deben ser revisadas permanentemente. Considérese el refrigerador como un almacén de insumos, por lo tanto debe mantenerse organizado.
La sección de elaboración de masas es el área de mayor extensión en el taller y ahí se desarrollan la mayor parte de las operaciones. Gran parte de los talleres comparten este ambiente con la sección de fermentación – horneado, sin embargo se debe tener en
cuenta que ésta última requiere de área suficiente para el movimiento de rejillas y bandejas.
El taller debe contar con servicios de agua y desagüe, además es necesario que la fuente de agua sea potable, ya que las aguas que son muy duras retrasan el proceso de fermentación.
Organización del Almacén de Insumos y de Panes
Diseño de Almacenes en Panificación.
Los almacenes de alimentos son áreas de la planta o fuera de ella en las que se mantienen en condiciones controladas los alimentos frescos o secos que sirven de insumos para otros alimentos procesados
Principios de Alimentos
• Todo alimento tiene un periodo de vida llamado Vida Útil.
• Los alimentos transformados fueron procesados para mantener su vida útil por mayor periodo de tiempo. El almacenamiento debe garantizar y prolongar ese periodo.
• Los alimentos frescos y procesados son almacenados dependiendo su origen animal,vegetal o mineral, siendo los primeros los más perecibles.
• El almacenamiento de alimentos tiene que ver con tres factores: humedad, temperatura y oxígeno.
• Los alimentos se deterioran en función de su naturaleza química: grasas, carbohidratos, proteínas.
Diseño y Distribución de almacenes
Área
Los almacenes deben tener área suficiente para los volúmenes de harina que se utiliza en la producción semanal.
Ubicación
Se deben ubicar en ambientes alejados a las corrientes de vientos, área de eliminación de desechos sólidos o servicios higiénicos. El área de almacén debe estar diferenciada de la zona de proceso.
Vías de acceso
Las vías de entrada y salida del almacén deben estar bien definidas.
Estructuras y acabados
Los materiales de construcción deberán ser impermeables y resistentes a la acción de los roedores. Las superficies de las paredes deberán ser lisas, y estarán cubiertas con pintura lavable de colores claros. Los pisos deberán tener un declive.
Los techos deberán ser de materiales que sean fáciles de limpiar y reduzcan la acumulación de polvo y presentarán mallas.
Implementos de Almacén en Plantas Panificadoras
En el almacén se deberá contar con implementos de dosificación de insumos a granel, implementos de aseo, de traslado y acarreo.
• Implemento de dosificación: cucharas dosificadores de productos a granel, dosificadores de líquidos, recipientes, balanzas de plato, balanza de plataforma, entre otros.
• Implementos de aseo: escobillones, aspiradora manual, recogedor, tachos de papeles,tachos de residuos alimentarios, otros.
• Implementos de acarreo: carretillas, mesas rodantes, paletas de madera (tarimas o parihuelas), estantes de madera o fierro pintado de colores claros, resistentes a la
corrosión y capaces de soportar repetidas operaciones de limpieza y desinfección.
Deben ser de superficies lisas y exentas de orificios y grietas. Generalmente la sección de almacenamiento posee la cantidad suficiente de estantes y paletas para evitar depositar los productos en contacto con el piso.
Procedimiento de recepción de insumos y materia prima
Gestión de la Recepción
Durante la recepción de insumos se deberá tener en consideración los siguientes aspectos:
• Contar con la nota de pedido o compra del insumo.
• Preparar previamente la zona de almacenamiento del insumo a recepcionar.
• Preparar la zona de recepción de insumos (empaques).
• Verificar que el tipo de insumo y presentación corresponda con el pedido.
• Verificar que la cantidad de insumo que llega al almacén corresponda lo indicado en la
nota de pedido u orden de compra.
• Autorizar el descargue del insumo en la zona de almacén destinado a la recepción.
(Nunca se debe dejar la carga fuera del almacén, ni en cualquier lugar dentro del almacén sino en la zona destinada para ello).
Almacenamiento de alimentos
Todos los alimentos son almacenados de una manera adecuada y en las mejores condiciones posibles, para alargar al máximo la vida de la misma. Algunos alimentos pueden ser almacenados a temperatura ambiente, mientras que otros tienen que estar refrige-
rados. El congelar se usa para alargar la vida de muchos productos. Para aprovechar al máximo las áreas de almacenamiento, requerimos de ciertas condiciones.
Almacenamiento en las estanterías- El almacenamiento en las estanterías se realiza en un lugar seco y fresco. Muchos alimentos son almacenados incluso lejos de la luz directa. La temperatura se debe mantener a 20° C o menos.
• Almacenamiento en el refrigerador- El refrigerador se debe mantener a una temperatura de entre 0° C y 5° C.
• Almacenamiento en el congelador- El congelador se debe mantener a una temperatura de -18° C o menos.
Control de existencias e inventarios
El control de existencias
En almacenes se acostumbra a utilizar un registro de ingresos (puede elaborarse en un cuaderno) de productos: insumos y productos terminados en el cual al término de la
semana nos permite visualizar rápidamente el ingreso total de cada insumo, con datos de marca y procedencia, lote y calidad. Esto facilita identificar y rastrear fuentes de contaminación en caso que ocurran algunos problemas de calidad que sean notificados
por el área de producción.
Un registro de ingreso típico se muestra en el siguiente cuadro.
Registro de ingreso de insumos

Uso del Kardex y elaboración de inventarios.
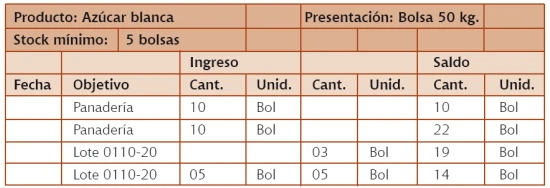
Control de ingreso y salida de productos de almacén.
El control de los ingresos y las salidas de insumos o productos terminados del almacén requieren del uso de una tarjeta de control. Use la tarjeta Kardex. Ejemplo
El Inventario
Cada cierto tiempo es necesario que el almacén registre el estado de las existencias. Un listado de las existencias de almacén constituye un inventario, el cual es un mecanismo de control de la gestión del almacén y que se relaciona con la producción.
Almacenamiento y Conservación de insumos
Condiciones de Almacenamiento
Los almacenes de insumos de panadería como de producto terminado deberán contar con las siguientes condiciones:
Iluminación
Iluminación natural debe ser adecuada y puede ser complementada con iluminación artificial hasta lograr 110 LUX.
Ventilación
La ventilación debe evitar el calor excesivo así como permitir la eliminación de aire contaminado.
Abastecimiento de agua
En el almacén de insumos o de productos terminados de panadería no debe haber puntos de agua. Los almacenes deben ser ambientes secos.
Eliminación de residuos sólidos
Los residuos sólidos deberán ser extraídos con ayuda de aspiradora manual. Y se dispondrá de un tacho con bolsa interior, adecuadamente cubiertos para la eliminación de empaques.
Implementación
El almacén debe contar con sus propios implementos, los cuales no deben ser utilizados en las áreas de proceso. El almacén deberá ser inspeccionado cada mes, para evaluar las condiciones higiénico-sanitarias.
Operaciones de Almacenamiento
Durante el almacenamiento se deberán tener en consideración los siguientes aspectos:
• Los insumos y productos terminados se almacenarán exclusivamente para este fin y en ambientes separados. Esto constituye una primera separación de zonas de almacén
según los productos a almacenar.
• En estas zonas de almacén no se almacenará ningún otro tipo de producto.
• Los productos perecibles deben almacenarse en cámaras de refrigeración o congelación según sea el caso. Las temperaturas y humedad relativa del almacenamiento será según los dispositivos legales.
• En las cámaras de enfriamiento no deben almacenarse simultáneamente alimentos que no sean insumos de producción.
• Toda materia prima no perecible deberá depositarse sobre tarimas (parihuelas) o estantes a una altura no menor de 20 cm. del piso ni a menos de 60 cm. del techo.
• El espacio entre filas de rumas y entre estas y la pared debe ser de 50 cm.
• Dentro de las cámaras de enfriamiento los productos deberán conservar una distancia de por lo menos 10 cm. del piso, 15 cm. respecto a las paredes y 50 cm. respecto al techo.
• El espesor de las rumas debe permitir un adecuado enfriamiento del producto.
• El almacén deberá estar protegido del ingreso de plagas para lo cual se debe proveer de mallas en puertas y ventanas.
• En el movimiento de existencias usar el criterio “el primero que expira, el primero que sale”
Normas de Almacén y Manipulación de Materias Primas
Normas de almacén: Se establecerán normas de almacén y manipulación de materias primas, de las cuales se informará al personal que trabaje en el almacén o lo pueda hacer aunque sea de modo accidental, en especial de los criterios de higiene que tiene
que observar respecto a la garantía del mantenimiento de la salubridad de los productos que allí se reciben y conservan.
En la gestión de las materias primas se responsabilizará al personal que tenga que actuar de una forma u otra en este, ya sea una persona específica, (almacenero), o bien el personal de producción que pueda retirar producto, con una labor de supervisión por
parte del responsable de higiene.
Las normas de aplicación en el almacén como todas las normas serán redactadas por escrito y explicadas, si fuese necesario, verbalmente para facilitar su comprensión. En
ellas se contemplarán todos los supuestos dados. Así se les adiestrará por ejemplo en
criterios como:
No se verterán sustancias o restos de materias primas al suelo, y en caso de rotura accidental de un saco se retirará la cantidad vertida a un contenedor de recogida diaria,
y el saco se tapará inmediatamente para impedir que se produzcan más vertidos. Se dará preferencia al consumo de este saco para evitar se pueda estropear.
En la citada norma se contemplará entre otras cosas, como se debe manejar una materia prima, en que forma se suministra a producción. Así se contemplará el sistema de rotación de stock, modo de apilar los productos, sistema de prevención contra
plagas, humedad ambiente, temperatura interna en el almacén, etc.
A modo de resumen, unas normas de almacén y manipulación de materias primas contemplará tres criterios básicos:
• Diseño de almacén.
• Forma de manipulación y almacenamiento de materias primas y
• Modo de actuación de las personas dentro del almacén.
ELABORACIÓN BÁSICA DE PANADERÍA – BOLLERÍA

Introducción
El pan constituye la base de la alimentación desde hace 7000 u 8000 años (Bourgeois y Larpent, 1995). Al principio era una pasta plana, no fermentada, elaborada con una masa de granos machacados groseramente y cocida, muy probablemente sobre
piedras planas calientes.
Parece que fue en Egipto donde apareció el primer pan fermentado, cuando se observó que la masa elaborada el día anterior producía burbujas de aire y aumentaba su volumen, y que, añadida a la masa de harina nueva, daba un pan más ligero y de mejor
gusto. Existen bajorrelieves egipcios (3000 años a. de J.C.) sobre la fabricación de pan y cerveza, que sugieren que fue en la civilización egipcia donde se utilizaron por primera vez los métodos bioquímicos de elaboración de estos alimentos fermentados
(Aleixandre, 1996).
Los galos, después de Plinio, utilizaron la espuma de la cerveza para elaborar pan. Esta técnica fue olvidada y redescubierta en el siglo XVII convirtiéndose en práctica habitual
en Europa hasta 1800 (Fellows, 1993; Bourgeois y Larpent, 1995). En el siglo XIX las levaduras de las cervecerías fueron remplazadas por las procedentes de las destilerías de alcohol de cereales. A finales del siglo XIX, a raíz de los trabajos de Pasteur, se desarrolla una industria específica para la producción de levaduras que culmina en 1920 con un moderno método de producción de levaduras de panadería (Saccharomyces cerevisiae), inventado por el danés Soren Sak y denominado «Método Zero» ya que evita la producción de etanol (Bourgeois y Larpent, 1995).
Durante los siglos XIX y XX los oficios familiares dan paso a la construcción de fábricas que incrementan la capacidad de producción de alimentos básicos, entre ellos el pan y
los productos de panadería, llegándose en nuestros días a dos tendencias hasta cierto punto contrapuestas. Por un lado, los cambios en el estilo de vida y la difusión de los congeladores y de los hornos microondas han conllevado un aumento de la demanda de alimentos (entre ellos el pan) de más cómoda preparación y adecuados para su almacenamiento en congeladores. Por otro lado, existe también una cierta demanda de alimentos lo más parecidos posible al alimento tradicional (Aleixandre y García, 1999).
Estas dos tendencias han tenido una repercusión importante en la panificación moderna.
Definición de pan
Definición de pan
Según la «Reglamentación Técnico Sanitaria para la Fabricación, Circulación y Comercio del Pan y Panes Especiales» el pan y sus distintos tipos se definen de la siguiente manera El pan es el producto perecedero resultante de la cocción de una
masa obtenida por la mezcla de harina de trigo, sal comestible y agua potable, fermentada por especies propias de la fermentación panaria, como Saccharomyces cerevisiae. (Tejero, 1992-1995; Madrid y Cenzano, 2001; Callejo, 2002).
Clasificación de los panes
Pan común, se define como el de consumo habitual en el día, elaborado con harina de trigo, sal, levadura y agua, al que se le pueden añadir ciertos coadyuvantes tecnológicos y aditivos autorizados.
Pan especial, es aquel que, por su composición, por incorporar algún aditivo o coadyuvante especial, por el tipo de harina, por otros ingredientes especiales (leche, huevos, grasas, cacao, etc.), por no llevar sal, por no haber sido fermentado, o por
cualquier otra circunstancia autorizada, no corresponde a la definición básica de pan común. Como ejemplos de pan especial tenemos:
Elaboración del pan
Existen tres métodos generales de elaboración de pan que vienen determinados principalmente por el tipo de levadura utilizado (Tejero, 1992-1995; Callejo, 2002), son los siguientes:
Método Directo: es el menos frecuente y se caracteriza por utilizar
exclusivamente levadura comercial. Requiere un periodo de reposo de la masa de unos 45 minutos antes de la división de la misma. No es útil en procesos mecanizados con división automática volumétrica.
Método Mixto: es el sistema más frecuente en la elaboración de pan común.
Utiliza simultáneamente masa madre (levadura natural) y levadura comercial. Requiere un reposo previo a la división de la masa de sólo 10–20 minutos. Es el más recomendable cuando la división de la masa se hace por medio de divisora volumétrica.
Método Esponja o «poolish»: es el sistema universalmente empleado en la elaboración de pan francés y sobre todo en la de pan de molde. Consiste en elaborar una masa líquida (esponja) con el 30 – 40% del total de la harina, la totalidad de la
levadura (comercial) y tantos litros de agua como kilos de harina. Se deja reposar de 3 a 8 horas, se incorpora el resto de la harina y del agua y a partir de ahí se procede como en el método directo.
PROCESO DE ELABORACIÓN DEL PAN
Con las particularidades propias de cada sistema de elaboración y de cada tipo de pan,el proceso de elaboración consta de las siguientes etapas (Quaglia, 1991; Kamel, 1993;
Guinet y Godon, 1996; Cauvain y Young, 1998).
Amasado
Sus objetivos son lograr la mezcla íntima de los distintos ingredientes y conseguir, por medio del trabajo físico del amasado, las características plásticas de la masa así como su perfecta oxigenación.
Un adecuado y exitoso amasado será cuando logremos obtener una masa con consistencia, es decir que tenga excelentes condiciones para ello hay dos ETAPAS DE AMASADO.
La primera llamada FRESAJE, es cuando se introducen todas las materias primas dentro de la amasadora y en velocidad lenta, comienza una homogeneización de los mismos.
La segunda llamada OXIGENACIÓN O MADURACIÓN que se desarrolla en la segunda velocidad de la amasadora, es sin duda la mas importante ya que en esta etapa es donde se desarrolla el cuerpo final de la masa y sus características.
El tiempo de amasado varía en función de la maquina amasadora.
• Amasadora de dos brazos (artofex) 12 minutos
• Amasadora sistema espirar 8 minutos
Recuerde que para obtener un adecuado amasado es importante calcular la temperatura optima de la masa, por ello se recomienda manipular la temperatura del agua que es lo mas sencillo.
Si la temperatura de la masa es inferior a los 24ºC, tiende a perder fuerza. Al contrario si la temperatura es superior a los 25ºC las masas se vuelven fuertes y tenaces, la fermentación se desarrolla de forma muy redonda y, como consecuencia con poca base
de contacto de la masa con la bandeja.
Para ello es importante aplicar la siguiente formula:
TEMP. AGUA = TEMP. BASE - (TEMP. OBRADOR + TEMP. HARINA)
*La temperatura base es la suma de las temperaturas de obrador, harina y agua. Según el tipo de amasadora la temperatura base será distinta.
• Amasadora de brazos 60
• Amasadora espiral 50
• Amasadora de alta velocidad 40
Ejemplo:
Temp. Harina 20ºC
Temp. Obrador 22ºC
Temp. Agua= 60-(22+20)
Temp. Agua= 18ºC
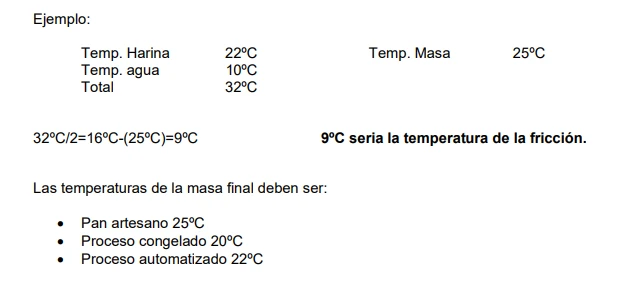
Es importante también saber la temperatura de fricción, que es el rozamiento de la masa sobre la artesa y los brazos de la amasadora. Para ello sumaremos la temperatura de la harina con la del agua y la dividiremos para 2. Este resultado le restaremos de la
temperatura de la masa.
La prueba de la membrana.
Consiste en retirar un pedazo de la masa que estamos amasando, y estirarlo entre los dedos, de forma que si está correctamente amasado no se romperá, sino que se estirará
como un chicle formando una pequeña membrana traslúcida. Esta prueba será la que nos orientará sobre el estado de amasado en que se encuentra nuestra masa,especialmente si el amasado es a mano.
Hay determinadas harinas que contienen muy poco o nada de gluten y por tanto esos panes no precisan amasado, como ocurre con los panes de centeno 100% o panes con harinas sin gluten. En este caso tan solo un mezclado conveniente y un tiempo de
fermentación harán lo propio.
División y pesado
Su objetivo es dar a las piezas el peso justo. Este proceso se lo realizaba a mano, en la actualidad se utiliza maquinas divisoras. La división se realiza en dos etapas:
• División y pesado de una gran masa
• Subdivisión volumétrica después
Cuando se hace una división por maquina la masa debe ser dividida entre 10 y 15 minutos, para evitar la desgasificación, igual recomendación si es a mano con el uso de cortapastas.
Boleado
Consiste en dar forma de bola al fragmento de masa y su objetivo es reconstruir la estructura de la masa tras la división. Puede realizarse a mano, si la baja producción o el tipo de pan así lo aconsejan. O puede realizarse mecánicamente por medio de
boleadoras siendo las más frecuentes las formadas por un cono truncado giratorio.
La función del boleado es doble: recompone la estructura del gluten de la masa y forma una bola redonda que asegura la uniformidad en el formado.
Reposo
Su objetivo es dejar descansar la masa para que se recupere de la degasificación sufrida durante la división y boleado. Esta etapa puede ser llevada a cabo a temperatura ambiente en el propio obrador o mucho mejor en las denominadas cámaras de bolsas,
en las que se controlan la temperatura y el tiempo de permanencia en la misma. El tiempo aproximado es de 15 minutos.
Formado
Su objetivo es dar la forma que corresponde a cada tipo de pan. Si la pieza es redonda, el resultado del boleado proporciona ya dicha forma. Si la pieza es grande o tiene un formato especial suele realizarse a mano. Si se trata de barras, que a menudo suponen más del 85% de la producción de una panadería, se realiza por medio de máquinas formadoras de barras en las que dos rodillos que giran en sentido contrario aplastan el fragmento de masa y lo enrollan sobre si mismo con ayuda de una tela fija y otra móvil.
El alveolado15 de la miga de pan hecho a mano siempre es mayor que el formado a máquina

Fermentación
Consiste básicamente en una fermentación alcohólica llevada a cabo por levaduras que transforman los azúcares fermentables en etanol, CO2 y algunos productos secundarios. El desarrollo óptimo de la fermentación esta entre los 26 y 30ºC.
En un sentido amplio la fermentación se produce durante todo el tiempo que transcurre desde que se han mezclado todos los ingredientes (amasado) hasta que la masa ya dentro del horno alcanza unos 50 ºC en su interior.
En la práctica se habla de varias fases o etapas:
a) La prefermentación correspondiente a la elaboración de la masa madre o de la esponja en los métodos indirectos.
b) La fermentación en masa, es el periodo de reposo que se da a la masa desde que finaliza el amasado hasta que la masa se divide en piezas. Es una etapa larga en la panificación francesa y en algunas elaboraciones españolas como la chapata gallega, pero es muy corta o inexistente en las elaboraciones
mecanizadas del pan común español.
c) La fermentación intermedia, es el periodo de reposo que se da a la masa en las cámaras de bolsas tras el boleado y antes del formado.
d) La fermentación final o fermentación en piezas es el periodo de reposo que se da a las piezas individuales desde que se practicó el formado hasta que se inicia el horneo del pan. Esta fase suele realizarse en cámaras de fermentación climatizadas a 30 ºC y 75% de humedad durante 60 a 90 minutos, aunque los tres parámetros pueden variar según las necesidades del panadero.
Corte o greñado
Operación intermedia que se hace después de la fermentación, justo en el momento en que el pan va a ser introducido en el horno. Consiste en practicar pequeñas incisiones
en la superficie de las piezas. Su objetivo es permitir el desarrollo del pan durante la cocción, se lo realiza con una cuchilla de forma manual o automática.
Para realizar el corte se recomienda:
• Hacer la longitud de los cortes siempre idéntica
• Las incisiones deben ser paralelas al sentido longitudinal de la barra, empezando de izquierda a derecha.
• El corte se realizara de forma horizontal, con una inclinación de la mano (30º aprox.). Nunca realice cortes profundo, mas bien deben ser superficiales
• El corte no debe hacerse recto porque existe una pérdida de gas.
• La cuchilla debe mojarse antes del corte, lo que evitara desgarres en la masa.
El tipo de corte también dependerá del tipo de pan elaborado.
Cocción
Su objetivo es la transformación de la masa fermentada en pan, lo que conlleva:
evaporación de todo el etanol producido en la fermentación, evaporación de parte del agua contenida en el pan, coagulación de las proteínas, transformación del almidón en dextrinas y azúcares menores y pardeamiento de la corteza. La cocción se realiza en
hornos a temperaturas que van desde los 220 a los 260 ºC, aunque el interior de la masa nunca llega a rebasar los 100 ºC.
Tras la cocción y enfriamiento el pan está listo para su consumo, aún así el proceso completo puede que conlleve rebanado y/o empaquetado.
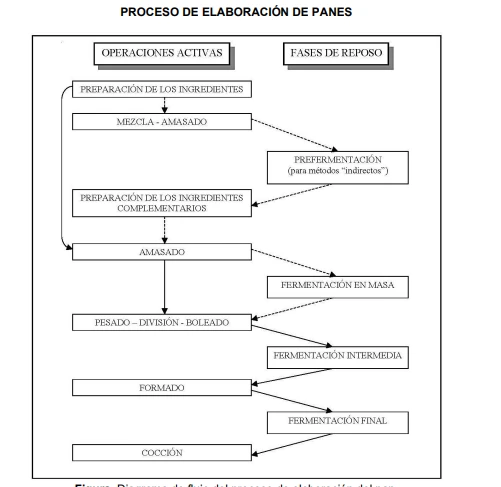
La siguiente figura muestra el diagrama de flujo del proceso de elaboración del pan diferenciando entre operaciones activas y fases de reposo e indicando las operaciones opcionales en función de los distintos métodos de elaboración.
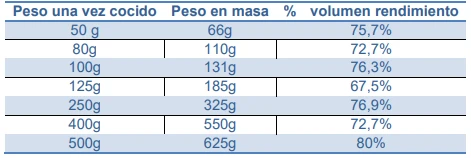
Cantidad de masa a incorporar para un peso determinado
Tendencias actuales en panificación
Los cambios de estilo de vida de la sociedad moderna, el exigente deseo del consumidor por disponer de pan reciente de modo constante, han hecho evolucionar la panificación con una serie de tendencias actuales que distan bastante de la forma tradicional de elaborar pan (Tejero, 1992-1995; Guinet y Godon,1996; Seoane, 1997).
Estas tendencias pueden ser resumidas como sigue:
Amasado intensificado.- Consiste en un amasado rápido a alta velocidad que ahorra mucho tiempo de amasado y oxigena mucho la masa lo que da panes de miga muy blanca, aunque en contrapartida son más insípidos.
Diversificación de productos.- Corresponde al sistema francés de panificación. Consiste en proporcionar al mercado una gama de productos lo suficientemente amplia como para atraer y satisfacer los gustos y necesidades de los consumidores. Esta forma de
panificar es perfectamente mecanizable en su totalidad pero su procesado en continuo no suele ser rentable.
Fermentación controlada.- Consiste en bloquear por frío la fermentación y reactivarla en el momento deseado. Su principal objetivo es permitir un constante suministro de pan
reciente haciendo más llevadera la profesión del panadero, a menudo sometido a largos e intempestivos horarios.
Congelación de las masas.- Consiste en congelar las masas crudas, ya sea antes o después del formado, con el fin de distanciar a voluntad el amasado y la cocción.
Con un objetivo similar al anterior, esta técnica permite separar las etapas del proceso en el tiempo y en el espacio ya que es en los puntos de venta, frecuentemente grandes superficies distantes del punto de elaboración, donde se realiza la descongelación y
cocción del pan. Esta técnica permite asimismo a las pequeñas panaderías disponer de una amplia gama de productos de menor venta sin tener que elaborar a diario.
Pan precocido congelado.- Consiste en cocer el pan en 2 etapas mediando entre ellas un periodo de congelación más o menos largo, lo que permite disponer de pan caliente de forma constante en terminales de cocción sin necesidad de disponer en ellos de
personal altamente cualificado como es el caso del empleo de masas congeladas.
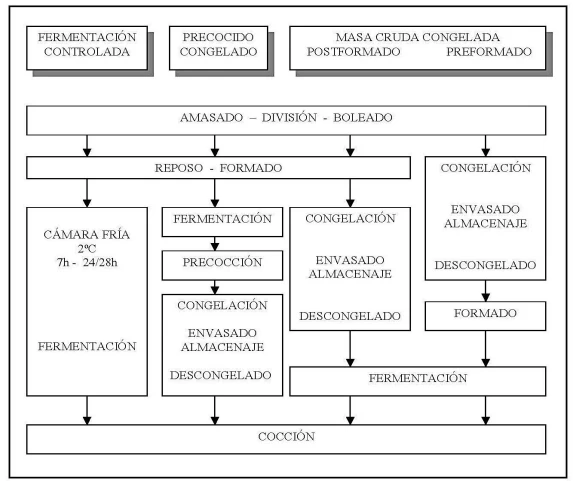
En la siguiente figura se comparan los diagramas de flujo de las tendencias actuales de panificación que conllevan aplicación de frío. En ella se constata que salvo por el momento de aplicación del frío el proceso es semejante en todos los casos y no muy distinto del proceso tradicional visto en la figura anterior.
TENDENCIA DEL PROCESO DE ELABORACIÓN DE PANES
Los mejorantes en el pan
Los mejorantes que el panadero están compuestos por diacetil tartárico (E-472e), ácido ascórbico (E-300) y enzimas α-amilasas.
El diacetil tartárico es un emulgente que facilita la mecanización de las masas, al aumentar su extensibilidad, asegurando un mejor formado de la pieza y una expansión mayor en el horno.
El ácido ascórbico por el contrario aumenta la fuerza de la masa y también la tenacidad. Esto se traduce en mayor capacidad de retención de gas.
Las enzimas α-amilasas regulan la actividad fermentativa y la capacidad de gelificación del almidón al entrar el pan al horno.
TRABAJO PRÁCTICO
A)EXPLICAR LAS TENDENCIAS ACTUALES EN PANIFICACIÓN
B)EXPLICAR LOS PROCESOS DE ELABORACIÓN DEL PAN